Introduction
Machine vision systems have become imperative to various organizations, offering advanced solutions with any consequences regarding computerization, examination, and quality control. In this article, we will examine the different applications of machine vision systems and their impact across different regions.
Outline
- Introduction
- Background
- Understanding Machine Vision Systems
- Evolution and Development
- Components and Functionality
- Challenges and Considerations
- Applications Across Industries
- Real-World Examples
- Benefits and Advantages
- Future Prospects
- Conclusion
- FAQs
Background
Machine vision systems have undergone tremendous advancements, driven by developments in hardware, software, and artificial intelligence. Understanding their evolution helps contextualize their widespread adoption and various applications. Machine vision systems use cameras, sensors, and estimations to catch, process, and translate visual information. They expect an essential role in robotizing tasks, further creating viability, and ensuring quality across organizations.
Components and Functionality
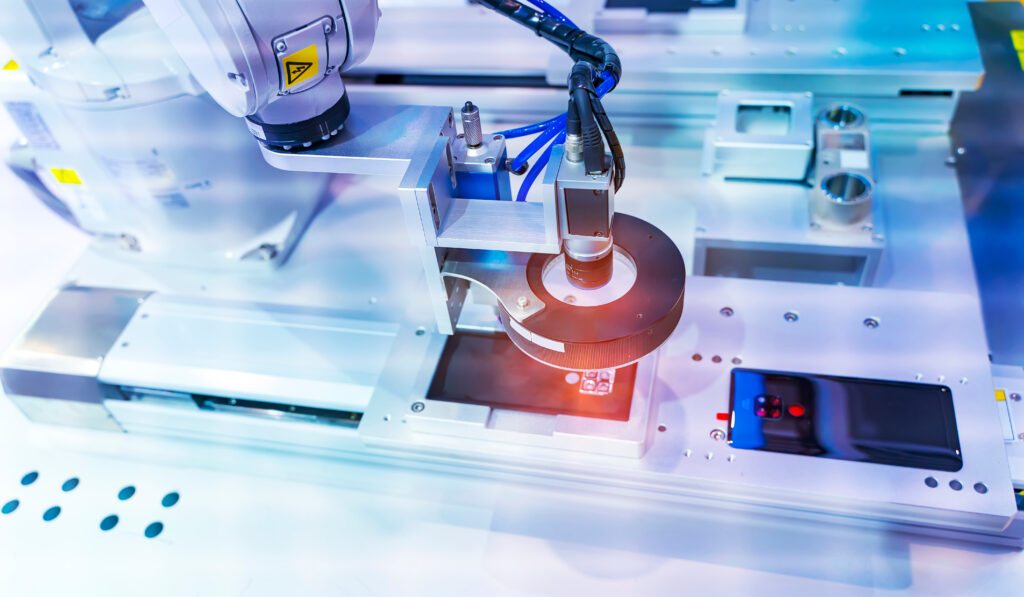
Key pieces of machine vision systems consolidate cameras, central focuses, lighting, and picture dealing with programming. These parts coordinate to acquire pictures, remove components, and make decisions considering visual data.
Challenges and Considerations
Challenges in machine vision recall assortments for lighting, object bearing, and normal conditions. Keeping an eye on these challenges requires capacity in structure, change, and getting together with existing cycles.
Applications Across Industries
Machine vision systems track down applications in gathering, vehicle easement, medications, and agriculture, among various regions. They are used for quality assessment, object affirmation, mechanical heading, and defect revelation, among various tasks.
Real-World Examples
Genuine models show the different uses of machine vision systems. From researching manufactured parts to orchestrating agricultural produce, machine vision development is changing various undertakings.
Benefits and Advantages
The upsides of machine vision systems consolidate prevalent effectiveness, diminished bumbles, and extended efficiency. They enable faster free courses, higher throughput, and better thing quality, provoking expense venture assets and advantages.
Future Prospects
Future opportunities for machine vision development recollect movements for man-made thinking, 3D imaging, and progress taking care of. These headways will also update structural capacities and enable new applications.
Conclusion
Machine vision systems expect a fundamental role in the present-day industry, offering advanced deals with any consequences regarding a large number of uses. With industrious types of progress and headways, machine vision development will continue to drive progression and shape the destiny of automation and quality control.
FAQs
1. What are machine vision systems, and how do they work?
Machine vision systems use cameras, sensors, and estimations to get and interpret visual information for various applications.
2. What industries use machine vision systems?
Adventures like gathering, vehicles, equipment, medications, and cultivating use machine vision systems for computerization, appraisal, and quality control.
3. What are the benefits of machine vision systems?
Benefits integrate prevalent effectiveness, diminished botches, and extended efficiency, provoking expense speculation assets and advantages.
4. What challenges do machine vision systems face?
Challenges recall assortments for lighting, object bearing, and environmental conditions, which can impact system execution.
5. What is the future outlook for machine vision technology?
Future movements recollect improvements for man-made thinking, 3D imaging, and progressing dealing with, enabling new applications and limits.